Plat sederhana dan tebal digunakan secara meluas dalam pelbagai bidang sebagai bahagian tegasan, seperti jentolak, jengkaut, pemuat, kereta penumpang kereta api, dan jentera pembinaan dan lokomotif lain. Plat sederhana dan berat biasanya merujuk kepada plat logam dengan ketebalan antara 4.5 dan 25mm. Kaedah membentuk plat sederhana dan berat terutamanya termasuk: pembentukan lentur brek tekan, pembentukan mesin rolling, dan pembentukan tol tekan. Lentur (lipatan) adalah kaedah pembentukan barisan produk yang digunakan secara meluas dan banyak untuk plat sederhana dan tebal.
Kesukaran lenturan plat adalah bahan kerja yang panjang, tekanan tinggi, sukar dibentuk, kecekapan rendah, dan sukar dikawal ketepatan. Hasil akhir lenturan adalah pantulan komprehensif parameter bahan, parameter proses, dan parameter acuan. Reka bentuk munasabah parameter ini adalah kunci untuk meningkatkan prestasi lenturan plat sederhana dan tebal.

Tonaj brek tekan (mesin lentur brek tekan)
Masalah pertama yang dihadapi oleh lenturan plat sederhana dan tebal ialah pemilihan tonase mesin lentur brek akhbar, dan sama ada kapasiti galas lekapan dan acuan memenuhi keperluan.
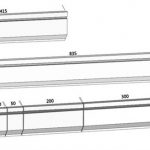
Daya F digunakan oleh mesin lentur brek tekan untuk memacu pergerakan bersama antara acuan atas dan bawah, dengan itu membengkokkan plat. Untuk membengkokkan plat keluli karbon 90°, WILA memberikan nilai empirikal bagi beban tegasan plat, seperti yang ditunjukkan dalam Jadual 1. Apabila ketebalan keluli karbon ialah 20mm, acuan bawah dengan V=160mm boleh dipilih. Pada masa ini, beban daya mesin lentur ialah 150t/m.
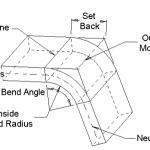
F=daya per unit panjang (t/m);
S = ketebalan bahan (mm);
ri= jejari lentur sudut dalam (mm);
V= saiz bukaan acuan bawah (mm);
B= tepi bebibir terpendek (mm) );
aluminium: F×50%;
aloi aluminium: F×100%;
keluli tahan karat: F×150%;
pengecapan dan lenturan: F×(3~5)

Pengapit hidraulik berat
Kaedah galas beban pengapit hidraulik atas tugas berat WILA termasuk beban atas dan beban bahu, dan beban maksimum ialah 250t/m dan 800t/m masing-masing. Permukaan galas daya lekapan menggunakan teknologi pengerasan pelindapkejutan dalam CNC. Kekerasan Rockwell ialah 56~60HRC, dan kedalaman pengerasan adalah sehingga 4mm, yang mempunyai kekerasan tinggi dan rintangan haus yang kuat. Pengapit hidraulik menggunakan pengapit cepat hidraulik, dan pengembangan hos hidraulik memacu pergerakan pin pengapit supaya acuan diletakkan secara automatik dan garisan lentur dipusatkan secara automatik. Untuk acuan lentur dengan jumlah panjang 6 meter, ia hanya mengambil masa kira-kira 5 saat untuk pengapit hidraulik untuk diapit sepenuhnya, dan kecekapan penggunaan komprehensif adalah 3~6 kali lebih tinggi daripada sistem pengapit manual biasa.

Meja kerja pampasan jentera berat
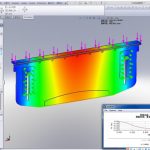
Untuk lenturan plat sederhana dan tebal, versi peringkat baharu WILA bagi jadual pampasan mekanikal tugas berat bukan sahaja dapat memenuhi keperluan beban dengan mudah, tetapi juga mengimbangi pesongan dan ubah bentuk mesin lentur. Meja kerja pampasan mekanikal menggunakan pengapit hidraulik, ketepatan permukaan boleh mencapai ±0.01mm, kekerasan rockwell ialah 56~60HRC, dan kedalaman pengerasan adalah sehingga 4mm. Meja kerja pampasan mekanikal menggunakan antara muka pemasangan UPB universal WILA, yang mudah dipasang dan mempunyai ketepatan yang lebih tinggi. Ia juga mempunyai pelarasan arah Tx dan Ty sendiri, yang boleh memastikan bahawa meja kerja dan tolok belakang kekal selari di arah hadapan dan belakang, dan boleh melakukan pembetulan sisihan sudut setempat.

Die/perkakas lentur berat
Disebabkan oleh ketebalan plat, acuan yang lebih rendah dengan saiz bukaan yang lebih besar (V24~V300) dan acuan dengan kapasiti galas yang lebih besar biasanya dipilih untuk lenturan plat sederhana dan tebal. Dimensi keseluruhan acuan umumnya besar, dan berat acuan telah melebihi kapasiti pengendalian biasa pengendali. Dengan bantuan galas penggelek, teknologi E2M (Easy to Move) yang dipatenkan WILA membolehkan pengendali mengalihkan acuan lentur yang berat dengan mudah, selamat dan cepat, sangat menjimatkan masa penggantian acuan dan masa pelarasan mesin.
Acuan lentur dengan pelbagai bentuk pisau dan bukaan acuan bawah yang memenuhi keperluan pelanggan boleh disediakan, seperti pisau lurus, gunting leher angsa, acuan fillet dan acuan multi-V. Melalui pengisaran tepat bahagian utama, ketepatan dimensi acuan adalah setinggi ±0.01mm. Melalui pemprosesan teknologi pelindapkejutan dan pengerasan dalam CNC, kekerasan acuan boleh mencapai 56 ~ 60HRC, dan kedalaman lapisan keras boleh mencapai 4mm.

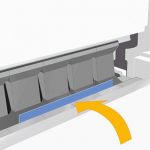
Untuk lenturan plat sederhana dan tebal dengan ketebalan plat yang berbeza, WILA juga menyediakan acuan Multi-V, yang boleh didapati dalam dua bentuk: port V boleh laras automatik dan port V boleh laras manual, seperti yang ditunjukkan dalam Rajah 6. Melalui motor kawalan berangka atau blok pelarasan, saiz pembukaan V acuan yang lebih rendah boleh dilaraskan sewenang-wenangnya mengikut ciri-ciri plat, yang amat sesuai untuk membongkok plat sederhana dan tebal dengan lantunan tinggi dan kekuatan tinggi. Pada masa yang sama, acuan Multi-V didatangkan dengan penggelek yang dikeraskan dengan pekali geseran yang rendah, yang boleh mengurangkan lipatan luar bahagian lentur dengan banyak, dan pada masa yang sama, ia boleh mengurangkan lenturan sebanyak 10%~30% berbanding dengan acuan bawah tradisional.

Produk Berkaitan
 Cara Memilih Tanan Mesin Brek Tekan Hidraulik
Cara Memilih Tanan Mesin Brek Tekan Hidraulik- Gunakan Kemahiran Mesin Lentur CNC
- Prinsip Kerja dan Komposisi Mesin Lentur Brek Tekan CNC
- Cara Memilih Die yang Sesuai untuk Mesin Lentur Brek Tekan
- Urutan Lenturan Konvensional dan Spesifikasi Penggunaan Harian Acuan Mesin Lentur
- Mengapa Menambah Sistem Pampasan pada Mesin Lentur Brek Tekan
- Cara Mengira Elaun Selekoh Untuk Brek Tekan Anda
- Acuan Mesin Lentur Brek Tekan China
- Diperbuat daripada Apa Tekan Brek? Apakah Alat Brek Tekan?
- Kebaikan Dan Keburukan Mesin Brek Tekan