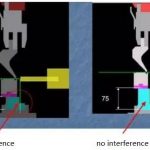
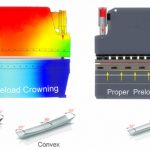
Mesin lentur CNC adalah peralatan penting dalam pemprosesan logam kepingan, dan ketepatan kerjanya secara langsung mempengaruhi ketepatan lenturan bahan kerja. Dalam proses lenturan bahan kerja, mesin brek tekan tertakluk kepada daya terbesar pada kedua-dua hujung gelangsar, dan daya tindak balas semasa lenturan plat menyebabkan ubah bentuk cekung pada permukaan bawah gelangsar. Ubah bentuk bahagian tengah gelangsar adalah yang terbesar, dan sudut lenturan akhir bahan kerja Saiz berbeza-beza merentasi keseluruhan panjang.
Meja kerja-beban-ubah bentuk penuh


Untuk menghapuskan kesan buruk yang disebabkan oleh ubah bentuk gelangsar, adalah perlu untuk mengimbangi ubah bentuk pesongan gelangsar. Kaedah pampasan biasa termasuk pampasan hidraulik dan pampasan mekanikal, kedua-duanya menjadikan bahagian tengah meja kerja menghasilkan ubah bentuk anjal ke atas untuk mengimbangi Ubah bentuk slaid alat mesin memastikan ketepatan permukaan sambungan pemesinan dan meningkatkan ketepatan bahan kerja.


Carta analisis faktor keselamatan acuan

Dua kaedah pampasan
1. Pampasan hidraulik
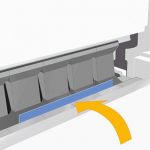
Mekanisme pampasan pesongan automatik hidraulik meja kerja terdiri daripada sekumpulan silinder minyak yang dipasang di meja kerja yang lebih rendah. Kedudukan dan saiz setiap silinder pampasan direka bentuk mengikut lengkung pampasan pesongan gelangsar dan analisis elemen terhingga meja kerja. Pampasan hidraulik ialah pampasan bonjolan versi neutral yang direalisasikan melalui anjakan relatif antara depan, tengah, dan belakang tiga plat menegak. Prinsipnya adalah untuk merealisasikan bonjolan melalui ubah bentuk anjal plat keluli itu sendiri, jadi jumlah pampasan boleh diselaraskan dalam julat anjal meja kerja.

2. Pampasan mekanikal
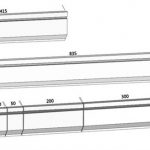
Pampasan mekanikal terdiri daripada satu set baji serong yang menonjol dengan permukaan condong, dan setiap baji yang menonjol direka bentuk mengikut lengkung pesongan gelangsar dan jadual kerja berdasarkan analisis unsur terhingga. Sistem kawalan berangka mengira jumlah pampasan yang diperlukan mengikut daya beban apabila bahan kerja dibengkokkan (daya ini akan menyebabkan pesongan dan ubah bentuk peluncur dan plat menegak meja kerja), dan secara automatik mengawal pergerakan relatif baji cembung dengan berkesan. mengimbangi ubah bentuk pesongan yang dihasilkan oleh blok gelongsor dan plat menegak meja kerja boleh mendapatkan bahan kerja lentur yang ideal. Pampasan pesongan mekanikal direalisasikan dengan mengawal kedudukan untuk mencapai "pra-bumping". Satu set baji membentuk garisan mengikut arah panjang meja kerja. Lengkung dengan pesongan yang sama menjadikan jurang antara acuan atas dan bawah konsisten semasa lenturan, memastikan sudut yang sama bahan kerja lentur dalam arah panjang.


Produk Berkaitan
 Kegagalan Mekanikal Biasa dan Penyelenggaraan Mesin Lentur Brek Tekan
Kegagalan Mekanikal Biasa dan Penyelenggaraan Mesin Lentur Brek Tekan- Acuan Mesin Lentur Brek Tekan China
- 4 Langkah untuk Mengetahui Sistem E21 CNC Sheet Metal Bender
- Apa Itu Press Brake Crowning
- Cara Memilih Tanan Mesin Brek Tekan Hidraulik
- Diperbuat daripada Apa Tekan Brek? Apakah Alat Brek Tekan?
- Cara Membuat Pampasan Pesongan untuk Bender Logam Lembaran CNC
- Gunakan Kemahiran Mesin Lentur CNC
- Berapa Banyak Jenis Brek Tekan Hidraulik
- Cara Memilih Mesin Brek Tekan Hidraulik CNC yang Sesuai