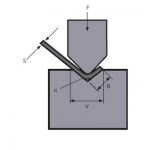
Pukulan brek tekan/mati dibahagikan kepada acuan atas dan bawah, yang digunakan untuk acuan membentuk dan mengasingkan cetakan lembaran logam. Acuan untuk membentuk mempunyai rongga, dan acuan untuk memisahkan mempunyai kelebihan yang canggih. Pukulan/mati mesin brek tekan mempunyai pengaruh yang besar terhadap ketepatan bahan kerja. Dalam proses lenturan, acuan adalah semua yang menyentuh bahan kerja.
Brek tekan mati mesin lentur/brek tekan adalah berbentuk L, berbentuk R, berbentuk U, berbentuk Z, dll. Die atas terutamanya 90 darjah, 88 darjah, 45 darjah, 30 darjah, 20 darjah, sudut 15 darjah, dsb. Acuan bawah mempunyai alur berganda 4~18V dan alur tunggal dengan lebar alur yang berbeza, serta acuan bawah R, acuan bawah sudut akut, acuan merata, dsb.

Ketepatan ultra tinggi
Ia adalah sangat penting untuk ketepatan acuan untuk mempengaruhi ketepatan bahan kerja semasa proses lenturan. Haus acuan mesti diperiksa sebelum digunakan. Kaedah pemeriksaan adalah untuk mengukur panjang dari hujung hadapan acuan atas ke bahu dan panjang antara bahu acuan bawah. Untuk acuan konvensional, sisihan per meter hendaklah kira-kira ±0.0083mm, dan jumlah sisihan panjang tidak boleh lebih daripada ±0.127mm. Bagi acuan pengisaran ketepatan, ketepatan setiap meter hendaklah ±0.0033mm, dan jumlah ketepatan tidak boleh lebih daripada ±0.0508 mm. Secara amnya disyorkan untuk menggunakan acuan pengisar halus untuk mesin lentur elektro-hidraulik atau mesin lentur aci kilasan, dan acuan konvensional untuk mesin lentur manual.
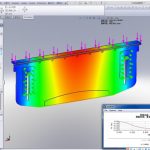
Bahagian alat mesin brek tekan CNC seperti di bawah:

Pemasangan tetap automatik
Die atas dipasang apabila peluncur naik ke pusat mati atas, dan sistem pengapit acuan boleh mengekalkan beberapa acuan di tempatnya sehingga tekanan pengapit dikenakan.
Sistem pengapit hidraulik
Sistem pengapit hidraulik adalah kaedah pengapit yang paling berkesan. Kedua-dua mesin baru dan lama boleh menggunakan sistem pengapit ini, menjimatkan masa dan kos. Jika permukaan galas beban mesin lentur lama rosak, sistem pengapit hidraulik akan menjadi pilihan terbaik untuk membetulkan kerosakan, sambil juga meningkatkan kecekapan pengapit dan pemasangan.

Secara automatik memerah ke tempatnya
Apabila tekanan pengapit dikenakan, dadu atas ditarik ke atas dan secara automatik diperah ke tempatnya. Ini menghapuskan keperluan untuk menekan acuan atas ke bahagian bawah acuan semasa proses lenturan.
Pilihan pukulan/mati
Pertama, tentukan ketebalan helaian yang hendak dibengkokkan. Sebagai contoh, anda ingin membengkokkan plat tebal 0.75mm hingga 6.30mm. Kemudian, darabkan ketebalan helaian paling nipis dengan 8 untuk menganggarkan saiz mati V minimum yang diperlukan. Dalam contoh ini, plat 0.75mm ialah acuan minimum yang diperlukan, jadi 0.75×8=6. Ketiga, darabkan ketebalan helaian paling tebal dengan 8 untuk menganggarkan saiz cetakan berbentuk V maksimum yang diperlukan.
Prinsip 8 kali ganda
Maksudnya, bukaan acuan berbentuk V hendaklah 8 kali ganda ketebalan kepingan. Darabkan ketebalan helaian dengan 8 untuk memilih acuan yang paling hampir. Sebagai contoh, plat setebal 1.5mm memerlukan acuan 12mm (1.5×8=12mm). Jika ia adalah plat 3.0mm, acuan 24.0mm diperlukan. (3.0×8=24.0). Nisbah ini boleh memberikan pilihan sudut terbaik, itulah sebabnya ramai orang memanggilnya sebagai "pilihan terbaik". Kebanyakan carta lentur yang diterbitkan juga tertumpu pada formula ini.
Peraturan pemilihan model
Peraturan pemilihan untuk membengkokkan bahan kerja berbentuk L ialah tiada peraturan, hampir mana-mana cetakan atas boleh digunakan. Oleh itu, apabila memilih acuan atas untuk sekumpulan bahan kerja, bahan kerja berbentuk L boleh dianggap terakhir, kerana hampir semua acuan atas boleh membengkokkannya. Apabila membengkokkan bahan kerja berbentuk L ini, adalah disyorkan untuk menggunakan acuan atas yang juga boleh membengkokkan bahan kerja lain. Apabila membeli acuan, lebih sedikit lebih baik. Ini bukan sahaja untuk meminimumkan kos acuan tetapi juga untuk mengurangkan bilangan bentuk acuan yang diperlukan dan mengurangkan masa pemasangan.


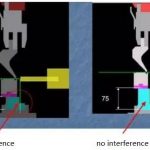
Apabila bahagian atas bahan kerja lebih panjang daripada bahagian bawah, die leher angsa diperlukan. Apabila bahagian atas bahan kerja lebih pendek daripada bahagian bawah, mana-mana die atas adalah baik. Apabila bahagian atas dan bahagian bawah bahan kerja adalah sama panjang, acuan atas sudut akut diperlukan. Ringkasnya, peraturan pemilihan die atas terutamanya bergantung pada gangguan bahan kerja, yang mana perisian simulasi lentur boleh memainkan peranan penting. Jika sistem yang digunakan tidak dapat mensimulasikan keadaan lenturan, anda boleh menggunakan lukisan dengan latar belakang grid untuk memeriksa secara manual gangguan bahan kerja acuan atas, seperti yang ditunjukkan dalam rajah di bawah.


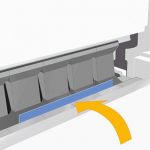
Tiada acuan lekukan
Hampir semua acuan mesin lentur berbentuk V tipikal akan meninggalkan beberapa tanda pada bahan kerja, ini kerana logam ditekan ke dalam acuan semasa lenturan. Dalam kebanyakan kes, markah adalah kecil atau boleh diterima. Meningkatkan jejari boleh mengurangkan tanda. Tetapi kadangkala tanda terkecil pun tidak boleh diterima, seperti plat dicat atau digilap sebelum dibengkokkan. Sisipan nilon boleh digunakan untuk menghapuskan lekukan, seperti yang ditunjukkan dalam rajah di bawah. Lenturan tanpa lekukan adalah penting terutamanya untuk pesawat buatan atau bahagian aeroangkasa kerana sukar bagi pemeriksa untuk memeriksa bahagian dengan mata kasar dan membezakan calar dan retak.

Produk Berkaitan
 Cara Memilih Tanan Mesin Brek Tekan Hidraulik
Cara Memilih Tanan Mesin Brek Tekan Hidraulik- Penyelesaian Cekap WILA untuk Membengkokkan Plat Sederhana dan Tebal
- Gunakan Kemahiran Mesin Lentur CNC
- Urutan Lenturan Konvensional dan Spesifikasi Penggunaan Harian Acuan Mesin Lentur
- Pengiraan Daya Lentur Semasa Lenturan Bebas Mesin Lentur Logam Kepingan
- Diperbuat daripada Apa Tekan Brek? Apakah Alat Brek Tekan?
- Berapa Banyak Jenis Brek Tekan Hidraulik
- Mengapa Menambah Sistem Pampasan pada Mesin Lentur Brek Tekan
- Apa Itu Press Brake Crowning
- Cara Mengira Elaun Selekoh Untuk Brek Tekan Anda