Mesin lentur hidraulik/brek tekan hidraulik boleh dibahagikan mengikut kaedah penyegerakan: hidraulik Mesin lentur tork segerak , brek tekan CNC dan brek tekan cnc elektro-hidraulik Dan boleh dibahagikan kepada jenis pergerakan berikut: bertindak ke atas, bertindak ke bawah .
Lenturan brek tekan memerlukan kaedah pendekatan yang berbeza untuk mencapai hasil yang dikehendaki yang diperlukan. Daripada membentuk tiang menara angin kepada komponen kabinet elektrik yang rumit, brek tekan adalah alat penting untuk fabrikasi dan mengetahui bahawa tidak semua lenturan adalah sama adalah kunci kejayaan operasinya. Memahami proses, perkakas dan bahan (kerana semua logam yang dibengkokkan akan bertindak balas secara berbeza kepada setiap proses lenturan) adalah penting untuk mendapatkan bahagian yang tepat dengan cepat dan berulang kali.
hidraulik Mesin lentur tork segerak/ hidraulik Brek tekan tork segerak

Silinder berganda mengawal pergerakan naik dan turun gelangsar
Penyegerakan tork mekanikal
Brek tekan CNC dan brek tekan elektro-hidraulik


Brek Tekan CNC: brek jenis ini mempunyai ketepatan tertinggi dan kebolehan penyesuaian, menggunakan teknologi komputer untuk mengawal ketepatan dan meningkatkan kecekapan. Apabila menggunakan penekan brek CNC, data seperti sudut lentur, ketebalan plat, lebar dan gred dimasukkan ke dalam pengawal oleh pengendali terlatih dan brek dengan mudah mengendalikan selebihnya.
Bagaimana untuk mengira tan brek tekan

Semasa proses lenturan, daya antara acuan atas dan bawah dikenakan pada bahan, menyebabkan bahan mengalami ubah bentuk plastik. Ton kerja merujuk kepada tekanan keterlaluan apabila bunyi dilipat. Faktor-faktor yang mempengaruhi untuk menentukan tonase kerja ialah: jejari lenturan, kaedah lenturan, nisbah die, panjang siku, ketebalan dan kekuatan bahan lentur, dsb.
Pengiraan tan membentuk brek tekan agak mudah. Caranya ialah mengetahui di mana, bila, dan cara menerapkannya. Mari kita mulakan dengan pengiraan tonase, yang berdasarkan pada titik di mana hasil pecah dalam bahan dan lenturan sebenar bermula. Formula ini berasaskan keluli tergelek sejuk AISI 1035 dengan kekuatan tegangan 60,000-PSI. Itulah bahan asas kami. Formula asas adalah seperti berikut:

P: Daya lentur (kn)
S: ketebalan plat (mm)
L:lebar plat (m)
V: lebar slot mati bawah (mm)

Contoh 1:
S=4mm L=1000mm V=32mm, cari jadual dan dapatkan P=330kN
2. Jadual ini dikira berdasarkan bahan dengan kekuatan Оb=450N/mm2. Apabila membengkokkan bahan lain yang berbeza, tekanan lentur adalah hasil darab data dalam jadual dan pekali berikut;
Gangsa (lembut): 0.5; keluli tahan karat: 1.5; aluminium (lembut): 0.5; keluli kromium molibdenum: 2.0.
Formula pengiraan anggaran untuk tekanan lentur: P=650s2L/1000v
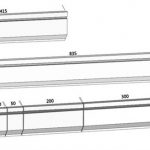
Saiz selekoh terkecil:
A. Sngle lipatan / lentur :


B. Membongkok /melipat Z


Contoh 2:
Ketebalan plat S=4mm, lebar L=3m, ob=450N/mm2
Secara amnya lebar slot V=S*8 Oleh itu P=650423/4*8=975(KN)= 99.5 (Tan)
Hasilnya sangat hampir dengan data dalam carta daya lentur.
Seperti yang anda lihat, kaedah #1 untuk mengira tan brek tekan adalah berdasarkan bahan keluli lembut.
Bagaimana jika bahan itu keluli tahan karat, aluminium atau loyang?
Mudah sahaja, darabkan hasil yang dikira oleh formula di atas dengan pekali dalam jadual berikut:
| bahan | Pekali |
| Keluli lembut | 1 |
| Keluli tahan karat | 1.6 |
| aluminium | 0.65 |
| Tembaga | 0.5 |
Produk Berkaitan
 Acuan Mesin Lentur Brek Tekan China
Acuan Mesin Lentur Brek Tekan China- Mengapa Menambah Sistem Pampasan pada Mesin Lentur Brek Tekan
- Kegagalan Mekanikal Biasa dan Penyelenggaraan Mesin Lentur Brek Tekan
- Cara Memilih Die yang Sesuai untuk Mesin Lentur Brek Tekan
- Prinsip Kerja dan Komposisi Mesin Lentur Brek Tekan CNC
- Panduan Muktamad Mesin Brek Logam 2021
- 4 Langkah untuk Mengetahui Sistem E21 CNC Sheet Metal Bender
- Brek Tekan 40 Tan China
- Diperbuat daripada Apa Tekan Brek? Apakah Alat Brek Tekan?
- Kesalahan Biasa dan Kaedah Penyelesaian Masalah 100t Tekan Hidraulik Empat lajur