Mesin ricih sering digunakan dalam industri pemprosesan kepingan logam. Tindakan ricih yang kelihatan mudah sebenarnya mengandungi banyak helah, daripada langkah pelarasan celah bilah kepada teknik pelarasan untuk bahan yang berbeza, dan juga pemilihan bilah. Berkaitan dengan kualiti pemotongan, berikut akan memperkenalkan kandungan berkaitan pelarasan jurang bilah ricih secara terperinci dari banyak aspek.
Roda tangan pelarasan jurang bilah: (mesin ricih rasuk ayunan hidraulik)

Pelarasan elektrik kelegaan tepi bilah (mesin ricih guillotine hidraulik)

Kelegaan bilah gunting yang berbeza
Mesin ricih rasuk ayunan dilengkapi dengan mekanisme pelarasan jurang bilah pantas, yang boleh melaraskan jurang bilah yang baik untuk memotong mengikut ketebalan dan bahan plat yang berbeza, dan dilengkapi dengan jadual parameter yang tepat untuk pemilihan rujukan, dan memperoleh pemotongan yang memuaskan. kualiti melalui jurang bilah yang munasabah. Apabila tiang alat berputar, sudut ricih dan celah ricih gunting rasuk ayunan akan berubah.
Gunakan panduan penggelek tiga mata, melalui daya ke penggelek hadapan oleh spring papilionaceous, rasuk pemotong terus berhubung rapat dengan dua penggelek belakang. Apabila memotong, sistem akan melaraskan jurang tepi pisau secara elektrik mengikut keperluan helaian yang berbeza untuk mendapatkan kualiti pemotongan yang lebih baik.

Perbezaan dalam pelarasan jurang bilah
Mesin ricih rasuk ayunan mempunyai fungsi melaraskan jurang bilah secara manual, hanya pusingkan pemegangnya. Gunting guillotine mempunyai fungsi melaraskan jurang bilah secara elektrik, yang boleh dilaraskan dengan lebih mudah dan tepat melalui sistem, yang bermanfaat untuk mendapatkan kualiti ricih yang lebih baik.

| Langkah pelarasan celah bilah |
| 1. Keluarkan bilah bawah dan bersihkan sekeping demi sekeping |
| 2. Bilah boleh digunakan pada keempat-empat sisi, dan satu sisi yang dipilih dipasang dengan ketat. Dan periksa kelurusan bilah dalam arah mendatar dan menegak. |
| 3. Bilah atas dibetulkan dan tidak boleh dilaraskan. Kami melaraskan jurang bilah ricih dengan melaraskan bilah bawah. |
| 4. Cari skru kiri dan kanan bilah bawah untuk meningkatkan kelegaan, biasanya pada bahagian paling luar. |
| 5. Cari dua set skru di kiri dan kanan bilah bawah yang menolak bilah bawah untuk mengecilkan jurang. Terdapat kacang sandaran terkunci pada mereka. Secara amnya, di bahagian dalam. |
| 6. Longgarkan empat bolt kiri dan kanan meja bilah bawah |
| 7. Bilah atas diturunkan ke kedudukan yang sepatutnya dengan memusing manual, dan pengendali pergi ke kawasan kosong mesin ricih untuk memulakan pelarasan |
| 8. Gunakan tolok perasa untuk melaraskan kira-kira kepada 0.5 mm dari bahagian yang tidak berpenghuni pada bilah atas dan bawah tangan kiri |
| 9. Pusingan manual membuat bilah bergerak ke atas ke kedudukan tengah dan secara kasar melaraskan kepada 0.5 mm. |
| 10. Pusingan manual membuat bilah bergerak ke atas ke kedudukan yang betul di mana pisau atas dan bawah tidak ditanggalkan. Kedudukan tengah dilaraskan secara kasar kepada 0.5 mm. |
| 11. Pusingkan bilah atas secara manual ke kedudukan yang betul dan mulakan pelarasan halus. |
| 12. Gunakan tolok perasa untuk memperhalusi kedudukan di mana bilah atas dan bawah tangan kiri tidak menggigit sehingga tiga wayar tolok peraba boleh memasuki lima wayar. |
| 13. Pusingkan bilah secara manual ke kedudukan tengah dan mulakan pelarasan halus sehingga tolok peraba boleh memasuki tiga wayar dan lima wayar tidak boleh masuk. |
| 14. Pusingkan bilah secara manual ke kedudukan di mana pisau atas dan bawah tidak tercabut di sebelah kanan dan mulakan pelarasan halus sehingga tolok peraba boleh memasuki tiga wayar dan lima wayar tidak boleh masuk. |
| 15. Apabila pinggir pemotongan mesin ricih tajam, jika terdapat burr pada tepi kepingan potong, jurang antara bilah atas dan bawah boleh dikurangkan dengan sewajarnya. |
Masalah biasa dan kemahiran pelarasan pisau
Plat logam yang paling kerap ditemui ialah:
1. Plat tebal melebihi 13mm.
2. 0.2~4mm plat nipis.
3. Papan bunga.
4. Plat tegangan tinggi (biasanya digunakan dalam kepingan logam kereta).
5. Plat titanium
Masalah bilah yang paling biasa ialah serpihan atau kemek alatan. Sebagai tindak balas kepada masalah ini, kita mesti terlebih dahulu menentukan jurang antara bilah atas dan bawah.
Kemahiran pelarasan bilah
Apabila melaraskan bilah, anda harus menetapkan jurang daripada kira-kira 2~3mm lebih tebal daripada ketebalan plat. Maksudnya, apabila anda ingin memotong plat 5mm tebal, anda harus mula melaraskan dari 7mm atau 8mm, dan perlahan-lahan melaraskannya ke bawah, apabila anda memotongnya Permukaan pemotongan plat menunjukkan 1/3 permukaan cerah dan 2/ 3 permukaan matte, yang mencapai kesan pemotongan terbaik. Butirannya adalah seperti berikut:


Tetapan jurang semasa memotong papan corak adalah rumit, dan ia mesti dilaraskan daripada ketebalan paling tebal yang dikira dari titik paling cembung papan corak, dan bukannya menggunakan ketebalan papan secara langsung. Juga, memotong bahagian cembung corak menghadap ke bawah boleh memanjangkan hayat alat.
Di samping itu, bahan plat mesti dipertimbangkan, terutamanya apabila memotong keluli tahan karat. Alat pemotong mestilah tajam, tahan haus dan keras. Oleh itu, bilah mesin ricih hidraulik perlu dibincangkan. Sebagai tambahan kepada sudut tepi pisau dan reka bentuk penampilan lain dan ketepatan pengeluaran, bahan yang dipilih adalah faktor utama yang mempengaruhi kualiti alat.
Produk Berkaitan
 Perbezaan Antara Mesin Gunting Guillotine dan Mesin Gunting Rasuk Ayun
Perbezaan Antara Mesin Gunting Guillotine dan Mesin Gunting Rasuk Ayun- Pengendalian dan Penyelenggaraan Brek Logam Lembaran CNC
- Cara Mengendalikan Mesin Gunting Guillotine
- Pengenalan Mesin Tebukan dan Gunting Gabungan
- Mesin Pemotong Lembaran Logam Hidraulik Guillotine QC12
- Pembaikan Kegagalan Biasa Mesin Ricih Hidraulik dan Penyelenggaraan Sistem Litar Minyak
- Kesalahan Biasa dan Kaedah Penyelesaian Masalah untuk Penekan Hidraulik Empat lajur
- Plat Lembaran Logam Guillotine Hidraulik Mesin ricih keluli tahan karat
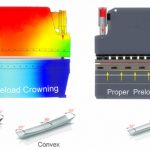
- Cara Membuat Pampasan Pesongan untuk Bender Logam Lembaran CNC
- Mesin Gunting Guillotine Hidraulik QC11Y